地址:煙臺市福山高新區(qū)祥福街88號
電話:+86-0535-6368878
傳真:+86-0535-6365799
郵箱:xinghua0535@126.com
免費電話:400 678 7035轉6636
網址:southernmaintenancehighrise.com

鋁瓶蓋料主要應用領域有:化妝品瓶蓋用鋁、易拉罐瓶蓋用鋁、酒蓋用鋁、醫(yī)療瓶蓋用鋁等。在鋁瓶蓋料生產的過程中,對材質的表面、板型及沖壓性能等有著很高的要求。鋁瓶蓋料被廣泛的使用在產品的包裝上。加工鋁塑密封蓋因為鋁具有良好的抗氧化性,在鋁的表面形成一層致密的氧化膜,很好保護了產品本來的物理性能,密封性很好,保證了產品的不與外界接觸。因此具有廣泛的用途。生活中常用的鋁蓋比如有:藥用瓶蓋合得獎號為8011,主要用在輸液瓶的封閉端口,其厚度為范圍為0.018-0.04mm,具有良好的密封性,5052合得獎號的瓶蓋料,主要用在易拉罐的瓶蓋上,5系合金加入了鎂元素。鋁塑密封蓋廠家其硬度相對來說比其他合金的稍微要好點,用在易拉罐上,很好的解決了易拉罐在運輸過程中碰壓而產生的變形,保證了外形的美觀化。

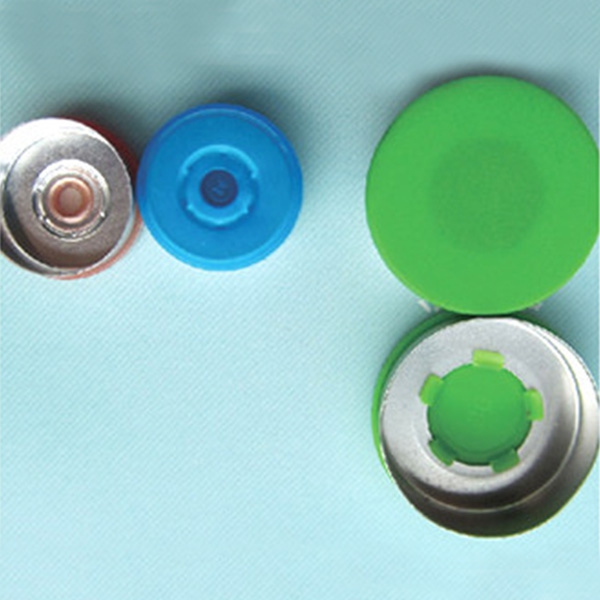
鋁塑蓋的主要成分是鋁合金和塑料材料,經過特殊工藝加工制作成瓶蓋。陽泉加工鋁塑密封蓋當然,優(yōu)越的性能是在醫(yī)藥方面應用的基礎。鋁塑組合瓶蓋質薄,開啟方便,在醫(yī)藥口服液方面應用較廣,在抗生素、輸液等瓶裝液體的密封中鋁塑組合瓶蓋也發(fā)揮了其特有的優(yōu)越性。同時鋁塑組合蓋結構簡單,成本低,密封性好,使用起來較為方便。鋁塑組合蓋的優(yōu)點很多,比如扭力穩(wěn)定,能夠減少開啟的時間;抗張力強,耐腐蝕,而這些都是鋁塑組合蓋被廣泛應用的原因,可以看出它為什么在醫(yī)藥領域這么深受歡迎了。鋁塑密封蓋廠家藥用鋁塑組合蓋將在醫(yī)用領域方面發(fā)揮其重要的作用,也為它今后市場發(fā)展奠定了良好的基礎。
檢查鉚接:鉚接尺寸應該相同,表面應該光滑,厚度均勻,沒有毛刺。而且手工鉚接時表面會出現凹凸不平、周邊不圓、拉絲和拉絲、毛邊等現象,尤其是用手工工具進行鉚接時,電熱溫度進行控制,鉚接材料受熱不均和變色,甚至會出現焦糊的現象。鋁塑密封蓋廠家檢查鋁塑瓶蓋之間的間隙,用機械設備將瓶蓋鉚接成型,同時加熱加壓達到緊密結合和無間隙;但是手工鉚合沒有辦法加壓力,導致鋁塑瓶蓋和瓶子之間的間隙會比較大,可以上下晃動。陽泉加工鋁塑密封蓋檢查鋁塑瓶蓋是否變形,它的邊緣是否平整,高度是否符合包裝要求和氧化處理等。鋁塑瓶蓋圓度直接影響封蓋機的正常工作,內徑和瓶口外徑的配合間隙不能過大,否則會在封口的時候出現皺邊。

鋁蓋內墊采用專用滴膠材料和先進的生產工藝,使其封瓶后具有優(yōu)良的密閉性,蓋表面具有更大的平面,使印刷各種文字標志圖案、瓶蓋更美觀,也使您的產品更具價值感。陽泉加工鋁塑密封蓋采用優(yōu)質鋁材生產,特具衛(wèi)生性、不會生銹,開啟方便,不需輔助工具,開啟后,瓶蓋有破壞性。鋁塑密封蓋廠家可有效防止盜開。鋁蓋具有良好的緩沖、抗震、隔熱、防潮、抗化學腐蝕等優(yōu)點,且無毒、不吸水、不起塵脫皮脫屑,增高,密封性能非常好。鋁蓋可以根據客戶要求做不銹鋼丸耐高溫,耐水煮,耐醇等,圖案設計可以采用彩色印刷、凸字、銑字。配合性:取經過經180℃熱空氣1h的鋁蓋適量,蓋在相適宜的裝有公稱容量水的瓶上,用封蓋裝置封蓋,應配合適宜。

充填壓力太小和速度太慢,在鋁塑蓋注射成型過程中,因壓力損失導致模腔壓力不足,熔料很難充滿整個型腔。注射時間太短,熔料還未充滿型腔,注射過程已結束,可適當延長注射時間或增加注射速度。模具溫度太低,熔料流動阻力增加,流速減慢,甚至在流道、澆口或充模中途凝固妨礙繼續(xù)進料,不易充滿型腔。鋁塑密封蓋廠家可以調高冷水機的溫度,以增加模具溫度。鋁塑蓋料管溫度或熱流道溫度太低,影響熔料的流動性,容易導致充模不足,可適當增加溫度或加大注射壓力。陽泉加工鋁塑密封蓋射嘴堵塞,影響出料,應清理射嘴,并使用干凈的原料。射膠油缸內泄,檢修射膠油缸并更換油封。射嘴漏膠,應調整機臺和模具中心點或者更換射嘴。

檢查鉚接。鉚接尺寸相同,表面應光滑,厚度均勻,無毛刺,顏色與塑料蓋其顏色變化一致。鉚合點直徑應比鋁蓋鉚合孔直徑大1-1.5mm(翻邊式藥用鋁塑組合蓋的翻邊單邊長度為1-1.5mm)賽用藥用鋁塑蓋自動成型機能全部達到上述要求。鋁塑密封蓋廠家而手工鉚接時表面會出現凹凸不平、周邊不圓、拉絲、毛邊等現象,尤其是用手工工具進行鉚接時,電熱溫度控制,鉚接材料受熱不均,變色,甚至出現焦糊的現象。檢查塑料瓶蓋與鋁瓶蓋之間的間隙,用機械設備將瓶蓋鉚接成型,同時加熱加壓,塑料瓶蓋與鋁瓶蓋緊密結合,無間隙。加工鋁塑密封蓋而手工鉚合無法加壓力,致使鋁蓋和塑蓋之間間隙較大,可上下晃動。
地址(ADD):煙臺市福山高新區(qū)祥福街88號
電話(TEL):+86-0535-6368878
傳真(FAX):+86-0535-6365799
E-mail:xinghua0535@126.com

![]()
![]()